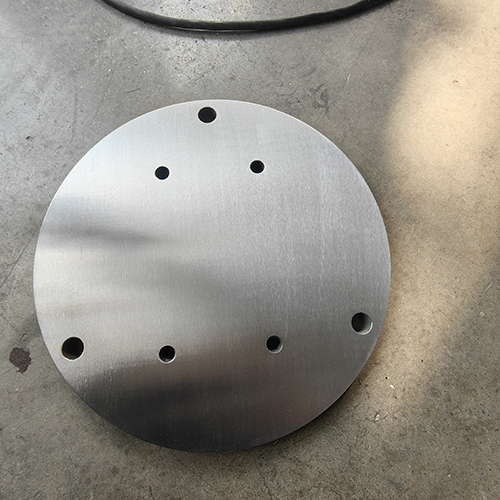
在技術更新如此迅(xùn)速的(de)時代,衝壓公司需要不斷改(gǎi)進(jìn)現有的生產技術,更好地生產顧客滿意(yì)的產品,超出顧客的(de)期(qī)待,提高生產效率,具有更強的市場競爭力。接下來,合肥海角社区官网鈑金科技有限公司(sī)介紹金屬衝壓加工應注意的(de)七個事項。
1.邊緣值必須適當。
正確選擇邊緣值(zhí)對精密零件的質量有很大影響。通常(cháng),邊緣值越高,精(jīng)度越好,在滿足切割表麵質量的條件下選擇。
2、采用精密模具加工。
對衝裁(cái)件的截麵質量和(hé)尺寸精度要求更高時,可采用精(jīng)密衝壓技術。

3.模具間(jiān)隙合理。
小間隙是(shì)精(jīng)衝模的主要特征,間隙的大小及其沿切削刃周邊的均勻性直接影響細致落料部分的表麵質量。細(xì)的(de)衝裁縫隙主要由(yóu)材料(liào)的厚(hòu)度決定,也與衝壓輪(lún)廓和工件的材料有關。間隙過大,變(biàn)形區內的材料(liào)受到更(gèng)大的拉伸(shēn),產生拉伸應力(lì),拉伸應力是微裂紋和撕裂的原因。
4.反(fǎn)壓力度適當。
背壓是影響精細落料部件質量的重要因素,過高的背壓會增加衝壓(yā)模的負荷,縮(suō)短衝壓模的壽命,過小(xiǎo)的背壓會影響衝壓部件的尺寸精度、平麵度剪切表麵質量。在確(què)保衝壓零件質量的前提下,必須在實際過程中盡量調整到下(xià)限。
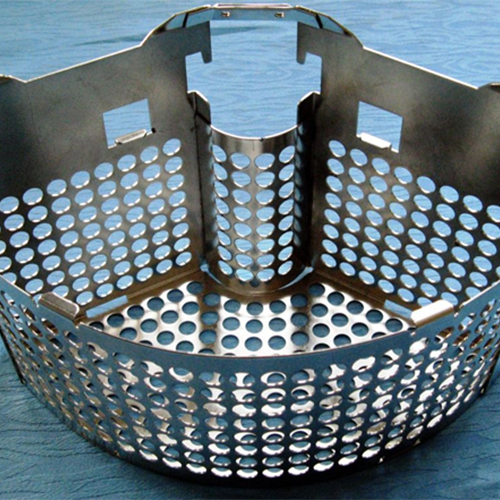
5.避免(miǎn)工件撕裂。
利用毛坯保持器的力和頂針的背壓,使用較小(xiǎo)的衝孔間隙,防止材料在細小的掉落過程(chéng)中撕裂,確保塑性變形。
6.壓邊力必須適當。
為了確(què)保衝壓零件的(de)剪切質量,減(jiǎn)少功耗,增加模(mó)具的壽(shòu)命,必須正確計算和設置空支架力。如果毛坯保持器的(de)力(lì)過小,材料在變形區域的流體靜壓力低,不利於衝(chōng)壓。剪切麵會產生撕裂,影響剪切麵的質量。空夾持器的力(lì)過大會產生過多的功(gōng)耗,模具結構複雜,模具壽命縮短。
7.用精密衝床加工。
精細的落料過程要求設(shè)備同時(shí)提供衝壓力、坯料夾緊力和頂板力,通常在專用壓力機上進行(háng)。




鈑金加工")